

Your Guide to Achieving World-Class OEE
You have a job to do. You’ve assembled the right team, invested in the proper materials and surrounded yourself with the necessary equipment. And yet, something is missing. Something is stopping you from achieving your peak efficiency.
In many cases the missing component is a matter of effectiveness and that begs the question: How are you tracking your team's effectiveness? Are you employing OEE? If not, it's time to start.
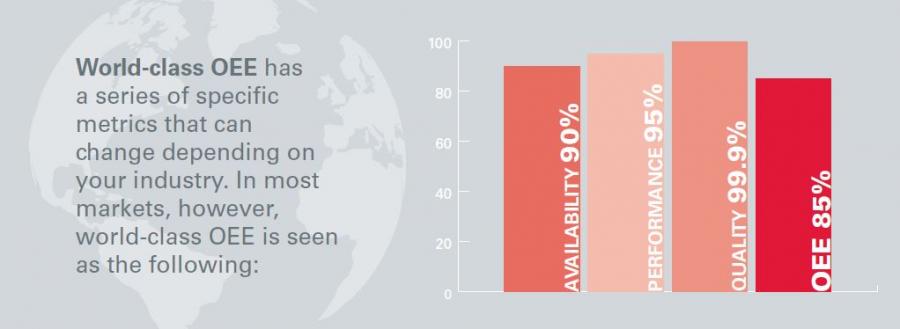
Overall Equipment Effectiveness — or OEE — breaks manufacturing down into three measurable parts, availability, performance and quality. This granular view of the process allows you to see what percentage of your manufacturing time is truly productive and what percentage isn’t, providing you insight into areas where you can improve. Increase your productive time and you’ll ultimately increase your efficiency and your output.
This whitepaper can show you how, by analyzing these three vital components of OEE to see what it takes to make your OEE great — and what challenges could be getting in your way. So, if you’re ready, let’s take a deeper look at OEE and what it takes to achieve world-class effectiveness. Let's start by looking at availability.
OEE Factor 1
Availability
In OEE, availability takes into account downtime loss, which includes any events that stop planned production for an appreciable length of time (usually several minutes — long enough to log as a trackable event). Examples include equipment failures, material shortages and changeover time. Changeover time is included in OEE analysis, since it is a form of downtime. While it may not be possible to eliminate changeover time, in most cases it can be reduced. The remaining available time is called operating time.
To achieve a world-class OEE ranking in your availability metric, you need the following:
The right equipment
Proper equipment is invaluable in boosting your OEE, but it’s about more than simply performing the job as quickly as possible. Because all machines experience periods of downtime, your company will benefit from machines that minimize this downtime whenever possible. Smart machines can actually identify problems within themselves and notify staff of the concern as quickly as possible, hastening the process of getting the machine running once again. In addition, the Internet of Things now allows machines to collect data or input from the operator and to calculate mean time between failures, allowing teams to practice predictive maintenance and gain more control over when a stoppage will take place.
Quick and appropriate repairs
Keeping a machine up and running is equal parts quick repair and preventative maintenance. And while modern smart machines can highlight the source of the problem, putting your staff through training ahead of time empowers them to solve the issue as quickly as possible.
However, in instances when the issue is simply too complex to solve with in-house resources, it pays to work with a responsive vendor who can utilize remote access technology to get your machine running again in no time. When purchasing a machine from a prospective vendor, don’t be afraid to ask about their support solutions to see that you’ll be taken care of for the long haul.
Finally, make sure your team is doing everything it can to keep the machines running and to ward off needless shutdowns. Preventative maintenance in the form of thorough cleaning and proper training on how to use the machine properly can do wonders for the machine and its availability.
A downtime assessment
While no one looks forward to instances of downtime, there are things you can learn from these — hopefully few and brief — occurrences. How did you get here? What was the cause of the downtime? What could your team have done differently to reduce or eliminate this downtime?
Conducting an overall downtime assessment each time can help you understand the situation and minimize future instances.
Challenges to availability
The workplace is not without its challenges and the OEE model categories these challenges very specifically. In OEE, they are known as the six big losses, negative instances that can hamper your overall OEE. When it comes to judging your availability metric, breakdowns, and setups and adjustments are the two most common challenges.
Looking at breakdowns
Breakdowns qualify as a downtime loss and they can include tooling failures, unplanned maintenance, general breakdowns and equipment failure.
In calculating your OEE, you’ll find you need to officially define the line between what constitutes a breakdown (downtime loss) and what constitutes a small stop — a speed loss we’ll look at later. Regardless of where you place the boundary in defining this metric, your best protection against breakdowns is to make initial investments in quality machines and support that investment with training and maintenance.
Setups and adjustments
Like breakdowns, setups and adjustments are also a downtime loss and can include: setup and changeover, material shortages, operator shortages, major adjustments and warm-up time.
Combating this loss can be as simple as establishing a clear line of setup reduction programs and applying additional strategy to the job and how that job fits into your overall assembly rotation. Is there a process change that could be made to reduce your setup time? Make that change and you'll benefit your overall availability.
OEE Factor 2
Performance
Now let’s move on to our second OEE factor: performance. Performance takes into account speed loss, which includes any factors that cause the process to operate at less than the maximum possible speed, when running. Examples include machine wear, substandard materials, misfeeds and operator inefficiency. The remaining available time is called net operating time.
You can boost your performance metric by focusing on:
Utilizing top materials
While the push always exists to do something cheaper, substandard materials often end up costing you in the long run, particularly as it pertains to your OEE. Inferior materials — like ink that smears or substandard glue — are more apt to fall below expectations or breakdown in your machines causing additional delays. Instead of taking the chance, it’s best to look for a top-grade solution from the start. Your machines, customers and OEE metrics will thank you.
Maintain strict training methods
Just as maintenance training is vital to keeping your machines operational, your workday training regimens are vital to your performance. A comprehensive training program not only supports your workers in their overall ability to do their jobs, it supports your company’s overall performance and OEE.
Bring employees along slowly in their training and don’t be afraid to check in with them frequently to make sure they are handling tasks at a level equal to your expectations. Establishing strict training guidelines provides you the best chance of ensuring each employee performs their duties in a similar fashion. This is one baseline you shouldn’t stray from.
Research additional automated opportunities
When judging your overall performance, inherent costs will be a vital component. In nearly all instances labor is one of a company’s largest expenses and you can look for ways to reduce your labor costs by researching automated solutions.
Whether an automated feeding, secondary packaging or some other such solution, the more aspects of your process you can automate, the more you reduce your labor expense. Compare the costs of adding such a solution to your line against your labor expenses to see if it works for you.
Challenges to performance
Challenges to performance are categorized as speed losses in OEE and they include small stops and reduced speed.
Let’s take a more in-depth look at each.
Small stops
As we said earlier, the difference between a breakdown and a small stop can be largely subjective. In most cases, a small stop is considered a workplace stoppage that lasts five minutes or less and allows the machine to get up and running again without the support of maintenance personnel. Small stops generally include instances of obstructed product flow, component jams, misfeeds, blocked sensors, blocked delivery and cleaning or checking.
Identify the cause of every small stop and record it if you have to, then use the data to look for patterns. What is causing these small stops? Does the number of stops exceed what you feel is appropriate? Are there ways you can reduce or eliminate many of these stops through changes in the plan or staffing? Answering these questions can help you combat this speed loss.
You can also protect against small stops hindering your overall production by establishing downstream processes to work more quickly than upstream processes. This allows initial processes to continue working even if a small stop occurs later down the line and for that downstream area to catch up once the stop is finished due to faster rates of production.
Reduced speed
Your process has a planned pitch, a speed at which it should operate and when that speed is jeopardized for any reason, your OEE suffers.
Instances of reduced speed can include: rough running, under nameplate capacity, under design capacity, equipment wear and operator inefficiency. Unlike small stops and breakdowns, instances of reduced speed may not be as easily noticeable, particularly in a busy work environment. Teaching your employees what to look for can help you identify instances of reduced speed and encourage them to raise their expectations on how their machine should run. There should be no room for accepting "good enough" in your operation.
OEE Factor 3
Quality
This last factor may be, in some ways, the most significant. After all, it is the quality of the things you produce that you ultimately stake your name on. But while the idea of what is or isn’t quality can vary dramatically within different businesses, it has a very specific definition within OEE.
Quality takes into account Quality Loss, which accounts for produced pieces that do not meet quality standards, including pieces that require rework. The remaining time is called Fully Productive Time. Our goal is to maximize Fully Productive Time.
Improving the quality output in your operation means identifying solutions for the following:
Solving the scrap
While it may be impossible to eliminate scrap from being created as part of your production process, you can’t afford to ignore all scrap as a simple cost of doing business. Conduct a thorough review of your operation to identify all causes of scrap in your operation no matter how small.
Then, once you’ve finished your review, you can get to work on reducing those instances. Perhaps scrap is arising as part of a training issue or your use of an inferior material? It may also be a byproduct of a suboptimal machine that can be replaced to reduce your scrap. Whatever the cause, you’ll stand a better chance to reduce your scrap if you know firsthand what is causing it.
Understanding scrap by shifts and trends
Now let’s look at your scrap on a more macro level because while the scrap itself may have no use to your ultimate production, it can be an invaluable source of information into your entire operation.
Every piece of scrap provides a wealth of data you can use to better understand how your line’s scrap output differs based on shift, product and even time. These trends can help you not only correct apparent problems but even more accurately balance your financial expectations for a given job, month or quarter.
Keep detailed records of your team’s scrap output during different shifts and times and you’ll have a better understanding of your business as a whole.
Address potential quality concerns ASAP
That problem isn’t going to go away and chances are it isn’t going to be a one-off. In this industry we’re rarely that lucky. Instead, when you identify a quality control issue, what you are most likely seeing is a warning sign of a larger problem and one you need to rectify immediately.
Sometimes these problems will show up on the manufacturing floor, or they may appear in meetings or strategy discussion before anything is actually made. No matter where you identify the problem, it’s in your best interest to be aggressive in solving the situation immediately before the problem can grow. Do so and you’ll reduce your related costs while also preserving your company’s good name.
Challenges to quality
The challenges to quality naturally comprise rejects — those that don’t meet your high standards. OEE breaks them down into startup rejects and production rejects but either instance is a quality loss that hinders your OEE.
While startup rejects and production rejects have some natural similarities — both include event examples such as: scrap, rework, in-process damage, in-process expiration and incorrect assembly — they have their differences as well. We’ll explore them below:
Startup rejects
Your startup rejects include any solutions rejected during the warmup, startup or another stage of early production. These items may be rejected for myriad reasons including improper setup, warmup period or faulty materials (smearing ink, weak cardboard, substandard glue, etc.).
No matter the result that saw the option be rejected, your business will benefit from a thorough review to determine what caused the solution to be turned away. Is it a material problem? A solution that doesn’t fit or some other such instance? Is the problem a one-off or a hint at a bigger issue as we discussed above? Now’s the time to get out ahead of any potential startup reject concern as doing so later will be far more costly and time consuming.
Production rejects
Production rejects should be seen in an entirely different light than their startup cousins. These are examples, after all, that have already made it past your careful eye in the startup phase. To be rejected here could hint at a number of things. Perhaps an issue lies in your training or your process? These rejects may also show you that you lack the machines necessary to carry the project through successfully and that for your business to truly thrive and achieve world-class OEE status, it’s time for a change.
Finding the solutions to fit your needs
The threats to your world-class OEE status are numerous and varied but many of them can be solved with a firm plan, a comprehensive training regimen and the right capital improvements. Review the challenges presented in this book to see how many are applicable to your company and then apply the solutions provided. You’ll be amazed at what these improvements do for your company and your OEE.
To learn more about how solutions from MGS can support your manufacturing process and your goal of attaining a world-class OEE rating, contact us today at info@mgsmachine.com